造船龙门起重机新钢丝绳的穿绕
浏览:7329 时间:2021-04-19
(1)在新、旧钢丝绳端头部,焊接牵引用套圈。焊 接采用气体保护焊,焊接材料 H08A,具体焊接要求 如下:
1)清除绳头表面的油渍、水渍和铁锈等;
2)钢丝绳头要扎紧防止松散以保证熔焊质量;
3)焊前预热。预热温度控制在 350 益;
4)绳头端部先堆焊一层金属来封固绳头,并打磨平整,表面不得有裂纹、夹渣等缺陷;
5)组对焊接轴套,焊接采用多层多道焊,控制层间温度不低于 350 益;
6)焊后热处理,加热温度控制在 600℃~ 650℃,保温缓冷;
7)焊后打磨焊缝表面使之平滑,磁粉检查焊缝表面不得有裂纹缺陷。
(2)利用叉车将新钢丝绳牵引至钩头下端,用直径10 mm 插编钢丝绳圈,将新、旧钢丝绳连接在一起,控制新旧钢丝绳的绳头间距在700 mm 左右,方 便通过滑轮。
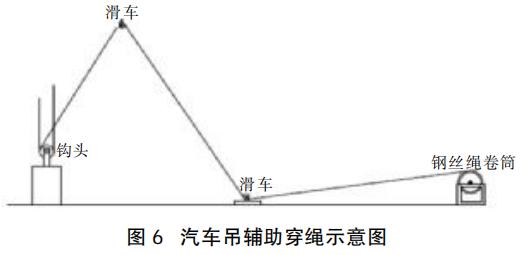
(3)开动起升电机,在将旧钢丝绳重新卷绕到卷 筒的同时,带动两根新绳穿绕进滑轮组系统内。在引入新绳的过程中,为了避免多组钢丝绳发生干涉,保证入绳通畅,需利用两台汽车吊在靠近钩头侧吊起两根新绳,形式见图6所示。待新绳端头卷绕到卷筒上有两圈时,关闭起升电机。
(1)将两根新绳端部悬吊在维修吊钩头的手拉葫芦上,利用割枪切断新、旧钢丝绳连接,启动起升 机构电机,将旧绳下放至地面,待卷筒上旧绳留有三 圈时关闭电机。
(2)用手拉葫芦固定卷筒上的旧绳,拆卸卷筒钢 丝绳压板,抽出旧绳头,再将旧绳与绞车钢丝绳端部 进行连接,松开旧绳与手拉葫芦的连接;开动绞车, 分别将两根旧绳全部下放至地面,至此旧钢丝绳已被全部拆除。
(3)截取新钢丝绳。由于更换的新钢丝绳来货长度长于设计长度,因此,需按设计长度截取。要求钢 丝绳切断采用无齿锯,切断时做好封头处理。测量切 断后的实际钢丝绳长度并做好记录,备查。
(4)将新绳在地面的一端与绞车钢丝绳端部进行 连接,开动绞车,将新绳头牵引至下台车机房内,保证 有两圈的余长后,利用手拉葫芦将新绳端悬吊固定 后,拆开新绳与绞车的连接。
(5)用钢丝绳压板将新绳端部固定到卷筒上后, 拆卸与手拉葫芦的连接,恢复排绳机构的联动装置, 检查新钢丝绳卷绕无误后,开动起升电机,缓慢卷绕 新钢丝绳到卷筒上,从而完成钢丝绳的更换。
上一条: 卷扬机的概念、工作原理及注意事项
下一条: 钢丝绳电动葫芦使用维护的百科大全